貯槽内粉体流動と閉塞メカニズム
貯槽のフロー・パターンとその課題
貯槽(サイロやホッパー)内における粉体の流れ(フロー・パターン)は、下図に示す通り、大きくマス・フローとファンネル・フローの2種類に大別されます。
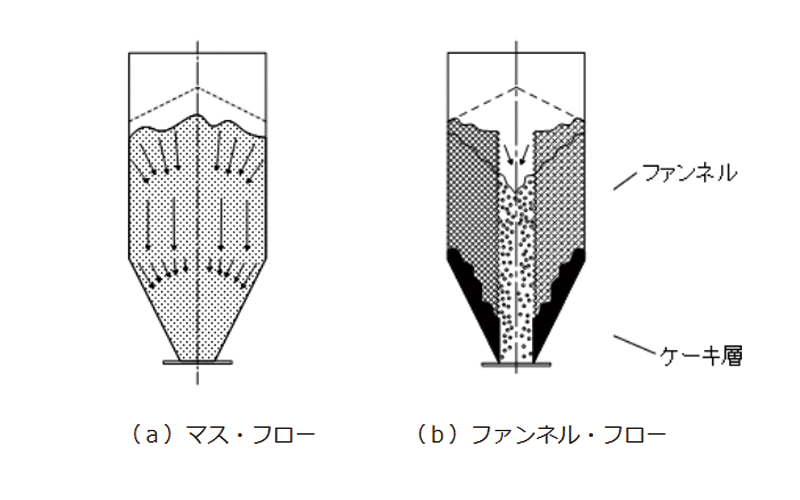
図-1 貯槽内の代表的なフロー・パターン
もし全ての貯槽がマス・フロー(貯槽内の粉体全体が均一に動く流れ)であれば、排出促進用の機器や装置類は不要になります。
しかし、現実はファンネル・フロー(中心部のみが動く流れ)の貯槽が案外多く、スムーズな排出を促すために何らかの補助手段(排出促進装置など)を設けている例が多く見られます。
アーチング(閉塞)現象のメカニズム
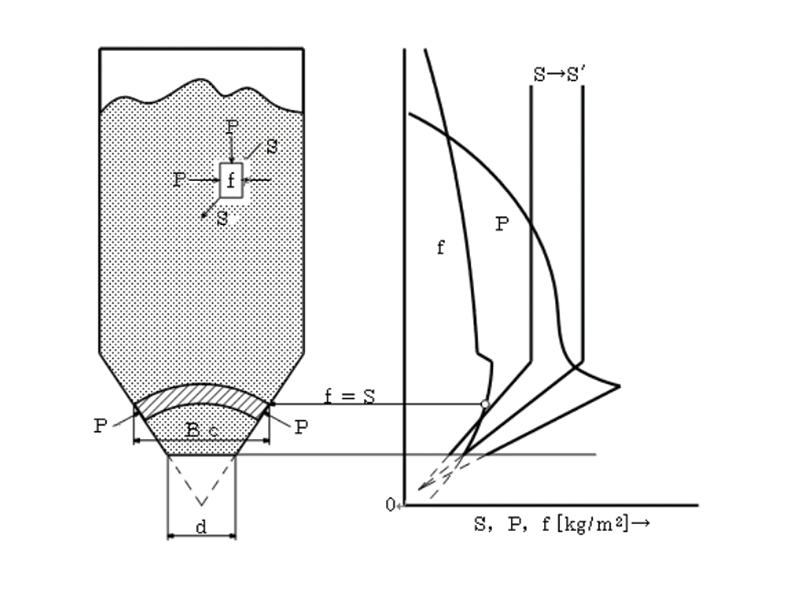
図-2 ホッパー内の圧縮アーチとアーチ径
ここでは、貯槽に発生するアーチング現象(閉塞) がどのようなメカニズムで発生するか、図-2を用いて解説します。
-
f(粉体強度):
粉体圧によって固められた粉体の強度 -
S(粉体に生じるせん断力):
粉体の自重によって、アーチを崩そうとする下向きの力。壁の摩擦やホッパー角度に影響されます。
このメカニズムにおいて、以下の関係が成り立ちます。
| 条件 | 状態 |
|---|---|
| f < S | 粉体は固まらないため、排出し続けます。 |
| f > S | 粉体は固まり、閉塞(アーチング)が発生します。 |
f = Sとなる臨界点は「閉塞限界径」と呼ばれます。
理論上、貯槽の出口径をこの限界径より大きく設計すれば閉塞は回避できます。
しかし、実際には設置スペースや後段機器との兼ね合いといった設計上の制約から、この条件を常に満たせる貯槽は少ないのが実情です。
閉塞が発生しやすい位置
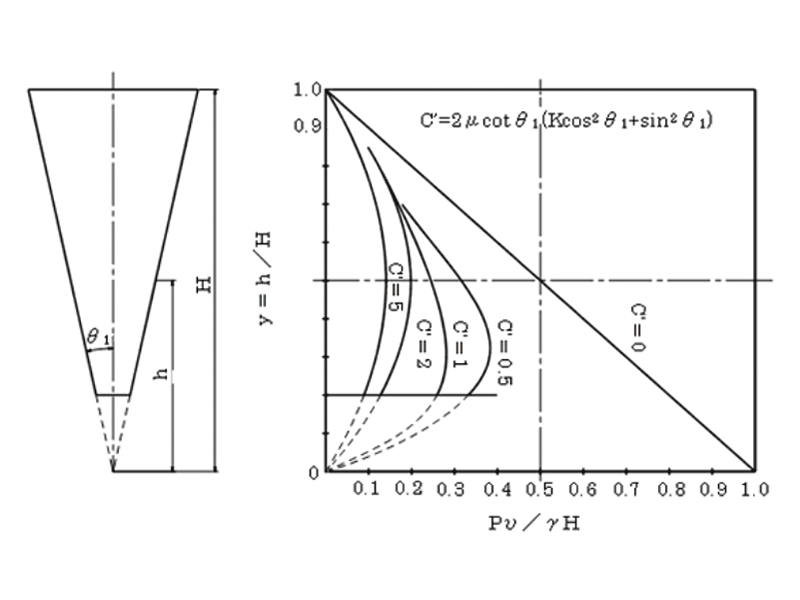
図-3 逆円錐ホッパーの粉体圧分布
閉塞を未然に防ぐためには、貯槽内のどこでトラブルが起きやすいかを把握することが重要です。
閉塞現象は、図-3に示された粉体圧の極大点(ピーク)付近で最も発生しやすい傾向があります。
具体的には、貯槽の出口からの高さ h と、貯槽内の粉体全体の高さ H との比 y = h / H が 0.3~0.4 程度の範囲で、粉体圧が極大になります。
この粉体圧が極大となる領域では、粉体が最も強く圧縮(圧密)されるため、前述の粉体強度(f)が急増します。その結果、排出を妨げる強固なアーチが形成されやすくなるのです。
したがって、この特定領域における粉体の圧縮を防止し、流動性を確保することが、安定した排出を実現するための設計上の極めて重要な鍵となります。